電氣電子產品強制性認證實施規則(表)
|
上傳人:admin 上傳時間: 2008-03-10 瀏覽次數: 3374 |
1. 適用范圍
本規則適用于電源電壓高于36V和不超過1000V的嵌入式燈具、固定式通用燈具、可移式通用燈具;電源電壓不超過1000V的熒光燈用鎮流器、放電燈(熒光燈除外)用鎮流器、熒光燈用交流電子鎮流器。
2. 認證模式
型式試驗 + 初始工廠檢查 + 獲證后監督
3. 認證的基本環節
3.1 認證的申請
3.2 型式試驗
3.3 初始工廠檢查
3.4 認證結果評價與批準
3.5 獲證后的監督
4. 認證實施的基本要求
4.1 認證申請
4.1.1 申請單元劃分
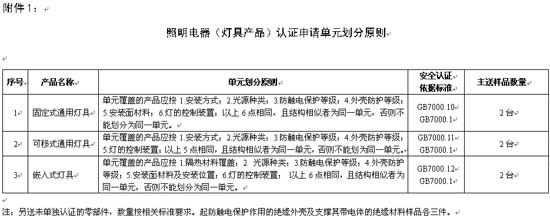
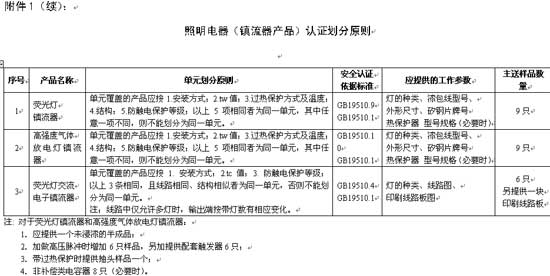
按照不同的產品類型、結構、安裝方式、材料以及使用的關鍵元器件和零部件(見附件2)劃分申請單元,具體產品認證單元的劃分原則見附件1。
同一制造商、同一型號、不同生產廠的產品應分為不同的申請單元, 型式試驗僅在一個生產廠的樣品上進行,必要時,其他生產廠應提供樣品和相關資料供認證機構進行一致性核查。
4.1.2 申請時需提交的文件資料
申請認證應提交正式申請,并隨附以下文件:
1)申請人/制造商/生產廠的注冊證明;
2)產品描述信息,包括使用的關鍵元器件和/或主要原材料(附件2)的規格型號及其制造商等信息;
3)同一申請單元內各個型號產品之間的差異說明;
4)其他需要的文件。
4.2 型式試驗
4.2.1 型式試驗的送樣
4.2.1.1 送樣原則
從認證申請單元中選取代表性樣品進行型式試驗,并且選送的樣品應覆蓋系列產品的安全要求,不能覆蓋時,還應選送申請單元內的其他產品做補充試驗。
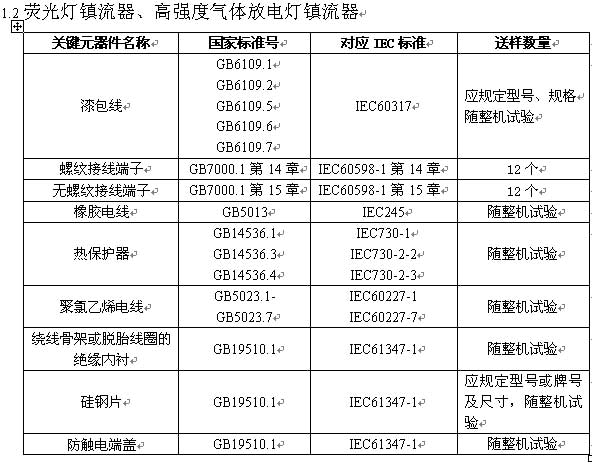
申請整機認證時,整機內的關鍵安全元器件(附件2)應按對應要求單獨送樣進行檢測,關鍵元器件已獲得強制性產品認證證書/國家認監委規定的可為整機強制性認證承認認證結果的自愿性認證證書的,可免于單獨檢測,但仍應提供樣品和相關資料供認證機構核查。
4.2.1.2 送樣數量
型式試驗的樣品由申請人負責按認證機構的要求選送,并對選送樣品負責。整機送樣數量見附件1。隨整機單獨檢測的安全件送樣數量以及送樣要求見附件2
4.2.1.3 型式試驗樣品及相關資料的處置
型式試驗后,應以適當方式處置試驗樣品和/或相關資料。
4.2.2 型式試驗的檢測標準、項目及方法
4.2.2.1 檢測標準
1)GB 7000.1《燈具一般安全要求與試驗》
2)GB 7000.10《固定式通用燈具安全要求》
3)GB 7000.11《可移式通用燈具安全要求》
4)GB 7000.12《嵌入式燈具安全要求》
5)GB 19510.1《燈的控制裝置 第1部分:一般要求和安全要求》
6)GB 19510.4《燈的控制裝置 第4部分:熒光燈用交流電子鎮流器的特殊要求》
7)GB 19510.9《燈的控制裝置 第9部分 熒光燈用鎮流器的特殊要求》
8)GB 19510.10《燈的控制裝置 第10部分:放電燈(熒光燈除外)用鎮流器的特殊要求》
9)GB 17743《電氣照明和類似設備的無線電騷擾特性的限值和測量方法》
10)GB17625.1《電磁兼容 限值 諧波電流發射限值(設備每相電流≤16A)》
注:檢測標準應采用現行有效版本。如遇特殊情況,由國家認監委另行說明。
4.2.2.2 檢驗項目
1)安全檢驗項目
產品檢測項目為該產品安全標準規定的全部適用的項目。
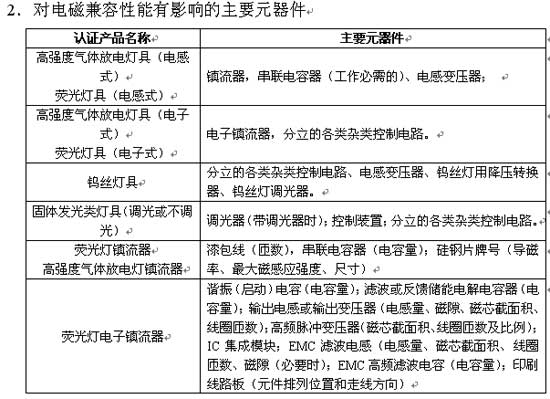
2)電磁兼容檢驗項目
插入損耗
騷擾電壓
輻射電磁騷擾
諧波電流
4.2.2.3 檢驗方法
依據相關產品安全和電磁兼容標準規定的檢驗方法和/或引用標準和/或檢驗方法進行檢驗。
4.2.3 型式試驗報告和產品描述報告
型式試驗結束后,檢測機構出具《型式試驗報告》。
型式試驗項目部分不合格時,允許申請人進行整改;整改應在認證機構規定的期限內完成(自型式試驗不合格通知之日起計算),未能按期完成整改的,視為申請人放棄申請;申請人也可主動終止申請。
《產品描述報告》是對申請單元內所有產品與認證相關的信息的描述,認證機構按照規定的內容和格式組織編制《產品描述報告》,內容應清晰、完整。
認證機構應及時向持證人提供《型式試驗報告》和《產品描述報告》,持證人應保證在生產廠能獲得完整有效的《型式試驗報告》和《產品描述報告》。
4.3 初始工廠檢查
4.3.1 檢查內容
工廠檢查的內容為工廠質量保證能力檢查和產品一致性檢查。
4.3.1.1 工廠質量保證能力檢查
由認證機構派檢查員對生產廠按照《工廠質量保證能力要求》(見附件4)及國家認監委制定的補充檢查要求進行工廠質量保證能力的檢查。同時,還應按照《照明電器產品強制性認證工廠質量控制檢測要求》(見附件3)進行核查。
4.3.1.2 產品一致性檢查
工廠檢查時,應在生產現場對申請認證的產品按照每個制造商、每種產品至少抽取一件樣品進行一致性檢查。一致性檢查內容包括目證試驗和核實以下內容。
1)認證產品的標識內容應與型式試驗報告上所標明的一致;
2)認證產品的結構(尤其為涉及安全與電磁兼容性能的結構)應與型式試驗時的樣機一致;
3)認證產品所用的關鍵元器件及材料應與型式試驗時申報并經認證機構所確認的一致。
目證試驗項目至少為例行檢驗項目(見附件3)。
4.3.1.3 檢查范圍
工廠質量保證能力檢查和產品一致性檢查應覆蓋申請認證產品的所有加工場所。
4.3.2 初始工廠檢查時間
一般情況下,型式試驗合格后,再進行初始工廠檢查。根據需要,型式試驗和工廠檢查也可以同時進行。工廠檢查原則上應在型式試驗結束后一年內完成,否則應重新進行型式試驗。初始工廠檢查時,工廠應生產申請認證范圍內的產品。
工廠檢查時間根據所申請認證產品的單元數量確定,并適當考慮工廠的生產規模,一般每個加工場所為1至4個人日。[NT:PAGE]
4.3.3 檢查結論
檢查組向認證機構報告檢查結論。工廠檢查存在不符合項時,工廠應在認證機構規定的期限內完成整改,認證機構采取適當方式對整改結果進行驗證。未能按期完成整改的,按工廠檢查結論不合格處理。
4.4 認證結果評價與批準
4.4.1 認證結果評價與批準
認證機構對型式試驗結論、工廠檢查結論進行綜合評價,評價合格后,頒發認證證書。型式試驗結論、工廠檢查結論任一不合格的,認證機構不予批準認證申請,認證終止。
4.4.2 認證時限
認證時限是指自受理認證之日起至頒發認證證書時所實際發生的工作日,包括型式試驗時間、工廠檢查后遞交報告時間、認證結論評定和批準時間、證書制作時間。
型式試驗時間一般為30個工作日,電感鎮流器45個工作日,(需扣除因檢驗項目不合格,工廠進行整改和復試的時間),當整機的關鍵元器件需要進行隨機試驗時,按關鍵元器件最長的試驗時間計算(從收到樣品和檢驗費起計算)。
工廠檢查后遞交報告時間為5個工作日,以檢查員完成現場檢查、收到生產廠遞交的符合要求的不合格項糾正措施報告(若有)之日起計算。
認證結論評定、批準時間以及證書制作時間一般不超過5個工作日。
4.5 獲證后的監督
4.5.1 獲證后監督的內容
獲證后監督包括年度監督檢查,年度監督抽樣檢驗以及認證機構對其認證的產品實施有效的跟蹤調查。通常監督檢查和監督抽樣檢驗同步進行,但也可分別進行。
4.5.2 年度監督檢查
原則上采取不預先通知被檢查方的方式進行監督。同一生產場地、不同制造商,均應接受監督檢查。
監督檢查時,工廠應保證獲證產品類別處于正常的生產狀態。持證人應在規定的周期內接受監督,否則按不能接受監督處理。
4.5.2.1 監督檢查的頻次
一般情況下,從初次獲證后的12個月起,每12個月內至少進行一次年度監督檢查。
若發生下述情況之一可增加監督頻次:
1)獲證產品出現嚴重質量問題或用戶提出投訴并經查實為持證人/制造商/生產廠的責任時;
2)認證機構有足夠理由對獲證產品與安全和電磁兼容標準要求的符合性提出質疑時;
3)有足夠信息表明生產者、生產廠因變更組織機構、生產條件、質量管理體系等,從而可能影響產品符合性或一致性時。
4.5.2.2 監督檢查的內容
監督檢查的內容包括工廠產品質量保證能力復查+認證產品一致性檢查。
由認證機構根據工廠質量保證能力要求,對工廠進行監督復查。《工廠質量保證能力要求》(附件4)規定的第3,4,5,9條是每次監督復查的必查項目。其他項目可以進行選查,每4年內至少覆蓋要求中的全部項目。
獲證產品一致性檢查的內容與工廠初始檢查時的產品一致性檢查內容基本相同。
此外,還應按照《照明電器產品強制性認證工廠質量控制檢測要求》(見附件3)進行核查,以及檢查“CCC”標志和認證證書的使用情況。
4.5.2.3 監督檢查時間
監督復查時間根據所申請認證產品的單元數量確定,并適當考慮工廠的生產規模,一般為1至2個人日。
4.5.2.4 監督檢查結論
檢查組向認證機構報告監督檢查結論。監督檢查結論為不合格的,檢查組直接向認證機構報告不合格結論;發現不符合項的,工廠應在40個工作日內完成整改,認證機構采取適當方式對整改結果進行驗證;未能按期完成整改的,按工廠檢查結論不合格處理。
4.5.3 監督抽樣檢驗
認證機構應根據上一年度監督抽樣檢驗結果、行業質量狀況、企業質量狀況制定監督抽樣檢驗方案并負責實施。每一認證單元最多抽取1件代表性樣品。
監督抽樣檢驗用樣品應在工廠生產的合格品中隨機抽取,抽樣地點可以是生產線末端、倉庫、市場/工廠銷售網點。
認證機構每年應根據實際情況在市場/工廠銷售網點抽取一定數量的獲證產品用于監督抽樣檢驗。持證人、產品制造商應提供必要的信息。
抽樣基數原則上應在抽取樣品數量的20倍以上。在生產線末端、市場/工廠銷售網點抽樣時,可以不考慮抽樣基數。
抽取的樣品,工廠應在15日內寄/送至指定的檢測機構,由指定的檢測機構在20個工作日內完成檢驗工作(檢測周期長的產品除外),并向認證機構報告檢驗結論。
型式試驗采用的標準所規定的檢測項目均可作為監督抽樣檢驗的項目。具體的檢驗項目依照認證機構制定的監督抽樣檢驗方案要求。
4.5.4 獲證后監督檢查結果的評價
認證機構對監督檢查結論和監督抽樣檢驗結論進行綜合評價,評價合格的準許繼續保持認證資格、使用認證標志;不合格的,按照5.3規定執行。
4.5.5認證機構的跟蹤調查
認證機構應根據《認證認可條例》的要求對其認證的產品實施有效的跟蹤調查。并根據跟蹤調查的結果對認證證書的狀態進行相應的處理。[NT:PAGE]
5.認證證書
5.1 認證證書的保持
5.1.1 證書的有效性
認證證書的有效性依賴認證機構的監督獲得保持。當認證規則要求(如標準)發生變化時,應按規定期限換證,超過規定期限未換發的認證證書自行失效。
5.1.2 認證產品的變更
5.1.2.1 變更的申請
獲證后的產品,如果其產品中關鍵零部件的規格、型號、生產廠或產品的安全、電磁兼容設計、結構發生變更以及產品認證依據的標準變更,或認證機構規定的其他事項發生變更時,應向認證機構提出變更申請。
5.1.2.2 變更評價和批準
認證機構根據變更的內容和提供的資料進行評價,確定是否可以變更或需送樣品進行測試,如需送樣試驗,測試合格后方能進行變更。原則上,應以最初進行全項型式試驗的認證產品為變更評價的基礎。
5.2 認證證書覆蓋產品的擴展
5.2.1 擴展程序
持證人需要擴展已經獲得認證產品單元的覆蓋范圍時,應從認證申請開始辦理手續,認證機構應核查擴展產品與原認證產品的一致性,確認原認證結果對擴展產品的有效性,針對差異做補充檢測或檢查,并根據持證人的要求單獨頒發認證證書或換發認證證書。
原則上,應以最初進行全項型式試驗的認證產品為擴展評價的基礎。
5.2.2 擴展產品樣品的要求
持證人應提供擴展產品的有關技術資料,并按4.2的要求選送樣品供認證機構核查。核查時,需對樣品進行檢驗的,檢驗項目由認證機構決定。
5.3 證書的暫停、注銷和撤銷
認證證書的注銷、暫停和撤銷執行《強制性產品認證管理規定》和認證機構的有關規定。
對不能接受監督檢查和/或監督抽樣檢驗的持證人,認證機構應暫停其持有的認證證書。
對不接受監督檢查和/或監督抽樣檢驗的持證人,認證機構應撤銷其持有的認證證書。
持證人可以向認證機構申請暫停、注銷其持有的認證證書。認證機構應按照持證人的申請暫停、注銷其持有的認證證書。
因工廠停產等可接受的原因申請暫停認證證書的,證書暫停期限最長為12個月。暫停期限超過12個月而未能恢復的,認證機構應注銷該認證證書。證書暫停后、需要恢復證書時,持證人應向認證機構提出申請。認證機構按初始工廠檢查的要求對工廠進行檢查,按每認證單元抽取一件樣品進行型式試驗。工廠檢查和抽樣檢驗合格后,準予恢復被暫停的認證證書。
監督檢查結論不合格的,視監督檢查不合格的程度,由認證機構決定暫停、撤銷相關認證證書。被暫停認證證書的,持證人應在自暫停之日起的1個月以后、3個月以內提出恢復申請并接受工廠檢查,逾期的認證機構應撤銷被暫停的認證證書。工廠檢查按照初始工廠檢查的要求進行。如果工廠檢查合格,方可恢復被暫停的認證證書;如果工廠檢查不合格,應撤銷被暫停的認證證書。
監督抽樣檢驗結論不合格的,視監督抽樣檢驗不合格的程度,由認證機構決定暫停、撤銷相關認證證書。被暫停認證證書的,持證人應在自暫停之日的1個月以后、3個月以內提出恢復申請并接受重新監督抽樣檢驗,逾期的認證機構應撤銷被暫停的認證證書。重新監督抽樣檢驗的樣品原則上應為被暫停認證單元中結構最復雜的型號,抽取的樣品應按型式試驗要求進行檢驗。如果重新監督抽樣檢驗合格,方可恢復被暫停的認證證書,否則應撤銷被暫停的認證證書。
認證機構應采取適當方式對外公告被注銷、暫停、撤銷的認證證書。[NT:PAGE]
6. 強制性產品認證標志使用
持證人必須遵守《強制性產品認證標志管理辦法》的規定
6.1使用的標志樣式
認證僅涉及安全時,認證標志為

認證既涉及安全,又涉及電磁兼容時,認證標志為:

6.2 變形認證標志的使用
本規則覆蓋產品允許加施變形認證標志。
6.3 加施方式
可以采用標準規格標志(標簽)、模壓或銘牌印刷三種方式中的任何一種。
6.4 加施位置
應在產品本體上加施認證標志。
7.收費
認證費由認證機構和檢測機構按國家有關規定統一收取。
[NT:PAGE]
附件2:
關鍵元器件和零部件
1. 關鍵安全元器件和零部件清單、檢測依據的標準和隨整機試驗送樣數量
1.1燈具


[NT:PAGE]


[NT:PAGE]

附件4:
工廠質量保證能力要求
為保證批量生產的認證產品與已獲型式試驗合格的樣品的一致性,工廠應滿足本文件規定的產品質量保證能力要求。
1. 職責和資源
1.1 職責
工廠應規定與質量活動有關的各類人員職責及相互關系,且工廠應在組織內指定一名質量負責人,無論該成員在其他方面的職責如何,應具有以下方面的職責和權限:
a)負責建立滿足本文件要求的質量體系,并確保其實施和保持;
b)確保加貼強制性認證標志的產品符合認證標準的要求;
c)建立文件化的程序,確保認證標志的妥善保管和使用;
d)建立文件化的程序,確保不合格品和獲證產品變更后未經認證機構確認,不加貼強制性認證標志。
質量負責人應具有充分的能力勝任本職工作。
1.2 資源
工廠應配備必須的生產設備和檢驗設備以滿足穩定生產符合強制性認證標準的產品要求;應配備相應的人力資源,確保從事對產品質量有影響工作的人員具備必要的能力;建立并保持適宜產品生產、檢驗、試驗、儲存等必備的環境。[NT:PAGE]
2.文件和記錄
2.1工廠應建立、保持文件化的認證產品的質量計劃或類似文件,以及為確保產品質量的相關過程有效運作和控制需要的文件。質量計劃應包括產品設計目標、實現過程、檢測及有關資源的規定,以及產品獲證后對獲證產品的變更(標準、工藝、關鍵件等)、標志的使用管理等的規定。
產品設計標準或規范應是質量計劃的一個內容,其要求應不低于有關該產品的認證實施規則中規定的標準要求。
2.2工廠應建立并保持文件化的程序以對本文件要求的文件和資料進行有效的控制。這些控制應確保:
a)文件發布前和更改應由授權人批準,以確保其適宜性;
b)文件的更改和修訂狀態得到識別,防止作廢文件的非預期使用;
c)確保在使用處可獲得相應文件的有效版本。
2.3 工廠應建立并保持質量記錄的標識、儲存、保管和處理的文件化程序,質量記錄應清晰、完整以作為產品符合規定要求的證據。
質量記錄應有適當的保存期限。
3.采購和進貨檢驗
3.1 供應商的控制
工廠應制定對關鍵元器件和材料的供應商的選擇、評定和日常管理的程序,以確保供應商具有保證生產關鍵元器件和材料滿足要求的能力。
工廠應保存對供應商的選擇評價和日常管理記錄。
3.2 關鍵元器件和材料的檢驗/驗證
工廠應建立并保持對供應商提供的關鍵元器件和材料的檢驗或驗證的程序及定期確認檢驗的程序,以確保關鍵元器件和材料滿足認證所規定的要求。
關鍵元器件和材料的檢驗可由工廠進行,也可以由供應商完成。當由供應商檢驗時,工廠應對供應商提出明確的檢驗要求。
工廠應保存關鍵件檢驗或驗證記錄、確認檢驗記錄及供應商提供的合格證明及有關檢驗數據等。
4. 生產過程控制和過程檢驗
4.1工廠應對關鍵生產工序進行識別,關鍵工序操作人員應具備相應的能力,如果該工序沒有文件規定就不能保證產品質量時,則應制定相應的工藝作業指導書,使生產過程受控。
4.2產品生產過程中如對環境條件有要求,工廠應保證工作環境滿足規定的要求。
4.3可行時,工廠應對適宜的過程參數和產品特性進行監控。
4.4工廠應建立并保持對生產設備進行維護保養的制度。
4.5工廠應在生產的適當階段對產品進行檢驗,以確保產品及零部件與認證樣品一致。
5. 例行檢驗和確認檢驗
工廠應制定并保持文件化的例行檢驗和確認檢驗程序,以驗證產品滿足規定的要求。檢驗程序中應包括檢驗項目、內容、方法、判定等。并應保存檢驗記錄。具體的例行檢驗和確認檢驗要求應滿足相應產品的認證實施規則的要求執行。
例行檢驗是在生產的最終階段對生產線上的產品進行的100%檢驗,通常檢驗后,除包裝和加貼標簽外,不再進一步加工。
確認檢驗是為驗證產品持續符合標準要求進行的抽樣檢驗。
6. 檢驗試驗儀器設備
用于檢驗和試驗的設備應定期校準和檢查,并滿足檢驗試驗能力。
檢驗和試驗的儀器設備應有操作規程,檢驗人員應能按操作規程要求,準確地使用儀器設備。
6.1 校準和檢定
用于確定所生產的產品符合規定要求的檢驗試驗設備應按規定的周期進行校準或檢定。校準或檢定應溯源至國家或國際基準。對自行校準的,則應規定校準方法、驗收準則和校準周期等。設備的校準狀態應能被使用及管理人員方便識別。
應保存設備的校準記錄。
6.2 運行檢查
對用于例行檢驗和確認檢驗的設備除應進行日常操作檢查外,還應進行運行檢查。當發現運行檢查結果不能滿足規定要求時,應能追溯至已檢測過的產品。必要時,應對這些產品重新進行檢測。應規定操作人員在發現設備功能失效時需采取的措施。
運行檢查結果及采取的調整等措施應記錄。
7. 不合格品的控制
工廠應建立不合格品控制程序,內容應包括不合格品的標識方法、隔離和處置及采取的糾正、預防措施。經返修、返工后的產品應重新檢測。對重要部件或組件的返修應作相應的記錄,應保存對不合格品的處置記錄。
8. 內部質量審核
工廠應建立文件化的內部質量審核程序,確保質量體系的有效性和認證產品的一致性,并記錄內部審核結果。
對工廠的投訴尤其是對產品不符合標準要求的投訴,應保存記錄,并應作為內部質量審核的信息輸入。
對審核中發現的問題,應采取糾正和預防措施,并進行記錄。
9. 認證產品的一致性
工廠應對批量生產產品與型式試驗合格的產品的一致性進行控制,以使認證產品持續符合規定的要求。
工廠應建立產品關鍵元器件和材料、結構等影響產品符合規定要求因素的變更控制程序,認證產品的變更(可能影響與相關標準的符合性或型式試驗樣機的一致性)在實施前應向認證機構申報并獲得批準后方可執行。
10. 包裝、搬運和儲存
工廠所進行的任何包裝、搬運操作和儲存環境應不影響產品符合規定標準要求。
用戶名: 密碼: